
超声波模具(HORN)有限元分析
温州洪渝机械设备有限公司可提供超声波模具有限元分析~13587696390
超声波技术已经广泛应用于塑料、布料焊接工艺中。焊接工装(Horn),因其对结构动力学方面的高性能要求,传统的仿造、修模设计方法已不能适应塑料产品多变的要求。本文从超声波塑料焊接的原理入手,通过有限元法进行固有频率和模态分析,设计新型工装,满足有效传递和均匀分配振动能量的功能要求。在设计过程中结合ANSYS的参数化建模、全因子实验设计优化(DOE)和概率设计系统(PDS)模块,进行参数设计和健壮性设计,调整几何尺寸,使得工装的固有频率和超声波频率匹配,对应的模态在工作面振幅均匀,减少了局部结构应力集中的问题,同时对材料和环境的参数变化有较好的适应性。所设计的工装一次加工完成投入使用,避免了反复修整工装所带来的时间和成本上的浪费。
关键词:超声波塑料焊接、超声波布料熔接

前言
随着超声波技术的发展,其应用越来越广泛,可以用来清洗微小脏污颗粒,也可以用于布料或塑料的焊接。尤其是现在的塑料制品,大多采用超声波焊接,因为省去了螺钉结构,可以使得外观更完美,而且还有防水防尘的功能。其中塑料焊接工装(Horn)的设计对最终焊接质量和生产能力有着重要的影响。在新型电表的生产中也是使用超声波将上下两个面壳融合到一起,但是在使用过程中发现,有的工装安装到机器上使用很短一段时间就发生开裂等失效,有的工装焊接产品的缺陷率较高。各种故障对生产造成了相当严重的影响。根据了解,是由于设备供应商对工装的设计能力有限,往往是通过反复修模来达到设计指标。因此我们有必要利用自身的技术优势开发耐用的工装以及一套合理的设计方法。
超声波塑料焊接原理
超声波塑料焊接是利用了热塑性塑料在高频受迫振动时,焊接面相互摩擦产生局部高温融化结合的一种加工方法。为了达到良好的超声波焊接效果,需要设备、物料和工艺参数等几方面的配合。以下简单介绍其原理。
1.超声波塑料焊接系统
焊接系统的解释。电能通过信号发生器和功放,产生超声频率(> 20 kHz)的交变电信号,加到换能器上(压电陶瓷)。经过换能器,电能变为机械振动的能量,机械振动的振幅由变幅器调整至合适的工作振幅,然后通过工具头(焊接工装),均匀地传递到与之接触的物料上。两个焊接物料的接触面做高频受迫振动,摩擦生热导致局部高温融化,冷却后物料结合到一起, 实现焊接。在焊接系统中,信号源是电路部分,包含功放电路,其频率稳定性和驱动能力会影响到机器的性能。物料是热塑性塑料,结合面的设计需要考虑如何快速产生热能和对接良好。
换能器、变幅器和工具头都可看作机械结构,便于分析其振动的耦合。在塑料焊接中,机械振动是以纵波的形式传递的,如何有效传递能量和调整振幅是设计的要点。
工具头(焊接工装)
工具头作为超声波焊接机和物料的接触界面,其主要功能是将由变幅器输出的纵向机械振动均匀有效地传递到物料上,所用的材料通常是优质铝合金甚至钛合金。因为塑料物料的设计变化多,外型千差万别,工具头也要随之而变化。工作面的形状要与物料配合良好,在振动时才不至于损伤塑料表明;同时其一阶纵向振动固由频率要与焊接机的输出频率协调,否则振动能量会被内耗掉。工具头在振动时,局部会产生应力集中,如何优化这些局部结构也是设计时需要
考虑的问题。本文就如何应用ANSYS设计工具头,优化设计参数和制造公差进行探讨。
焊接工装的设计
如前所述,焊接工装的设计相当重要。国内有不少超声波设备供应商自行生产焊接工装,但是他们中有相当一部分是仿制已有,然后不断的修整工装、测试,通过这种反复调整的方法达到工装与设备频率协调的目的。本文通过有限元方法,在设计工装时就能把频率确定,制造出来的工装测试结果与设计频率误差不过1%。同时,本文引入DFSS(Design For Six Sigma)的理念, 对工装进行优化和健壮设计。6-Sigma设计的理念是在设计过程中充分收集客户心声进行针对性的设计;并且预先考虑生产过程可能出现的偏差,保证最终产品的质量分布在合理的水平内。设计流程如图二所示,从制定设计指标开始,首先根据已有经验初步设计工装的结构和外型尺寸,在ANSYS中建立参数化模型,然后通过仿真实验设计(DOE)方法确定模型中的重要参数,根据健壮要求,确定数值,接着对其他参数用子问题法进行寻优。考虑到工装在制造和使用过程中材料、环境参数的影响,还对其进行了公差设计,满足制造成本的要求。最后是制造、测试检验理论设计和实际的误差,满足设计指标即交付使用。以下逐步进行详细介绍。
几何外型设计(建立参数化模型)
设计焊接工装首先是确定其大致的几何外型和结构,并建立参数化模型,以便进行后继分析。是最为常见焊接工装的设计,在一个近似长方体的材料上沿振动方向豁开若干个U型槽。整体尺寸是X、Y、Z三个方向的长度,通常横向尺寸X和Y与被焊接工件的大小相当。Z的长度等于超声波的半波长,因为在经典的振动理论里面,长条型物体的一阶轴向频率是由它的长度确定 的,半波长度正好与声波频率匹配,这种设计一直被延用,有利与声波的传播。U型槽的目的是减少工装横向振动的损耗,位置、大小和个数根据工装整体尺寸确定。可见在这种设计中,可以自由调控的参数较少,因此我们在此基础上做了改进。图三b)是新设计的工装,比传统设计多了一个尺寸参数:外弧半径R。另外,在工装的工作面雕刻出凹槽与塑料工件表面配合,有利于传递振动能量和保护工件表明不受到伤害。对此模型在ANSYS中进行常规的参数化建模,然后进行下一步实验设计。
DOE实验设计(确定重要参数)
DFSS是为解决实际工程问题而产生的,它不追求完美,而是有效、健壮设计。它体现了6-Sigma的思想,抓住主要矛盾,舍弃“99.97%”以外的,同时要求设计对环境变异有相当的抵抗能力。因此,在做目标参数优化前应先进行筛选,挑出对结构有重要影响的尺寸,根据健壮性原则确定它们的数值。

DOE参数设置和进行DOE
设计参数是工装外型和U型槽的尺寸位置等,共8个。目标参数是一阶轴向振动频率,因为它对焊接影响最大,而最大集中应力和工作面振幅差异作为状态变量来限制。根据已有经验,假设参数对结果的影响是线性的,因此每个因素只设置高、低两个水平。参数和对应的名字列表如下:
表一:优化设计参数对照表
使用前面建立的参数化模型在ANSYS中进行DOE。由于软件限制,全因子DOE最多只能使用7个参数,而模型有8个参数,而且ANSYS本身对DOE结果的分析没有专业的6-sigma软件那么全面,不能处理交互作用。因此,我们利用APDL编写DOE循环计算并提取计算结果的程序,然后将这些数据放到Minitab里面进行分析。
DOE结果分析
Minitab的DOE分析如图所示,包含主影响因素分析和交互作用分析。主影响因素分析用于判断哪个设计变量的变化对目标变量影响较大,由此指出哪些是重要的设计变量。然后分析因素间的交互影响,目的是确定因素的水平,使得设计变量之间的耦合程度减少。比较某个设计因素分别在高、低水平时,其他因素变化程度的大小。根据独立公理,最优设计是互不耦合的,因此选择变化程度较小的那个水平。
DOE结果分析
本文对焊接工装的分析结果是:重要设计参数是工装外弧半径和开槽宽度。两个参数的水平都是“高”较好,即半径取DOE中偏大的值,槽宽也取偏大的值。确定了重要参数和他们的数值,然后用其他几个参数在ANSYS中做设计优化,以调整工装频率匹配焊接机的工作频率。优化过程如下所述。
目标参数优化(工装频率)
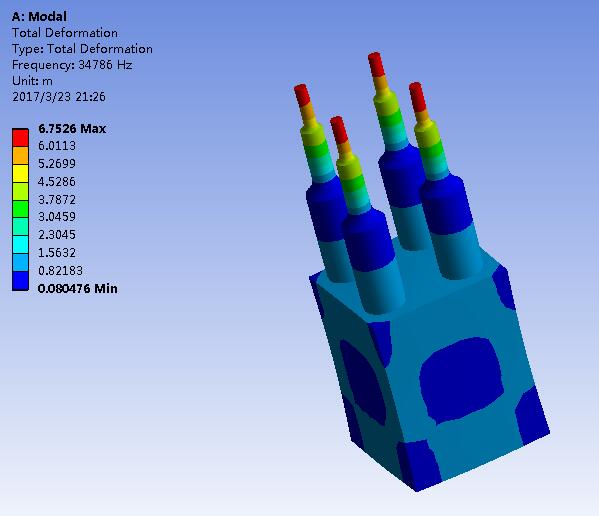
设计优化的参数设置和DOE的类似,不同的是其中2个重要参数的数值已经确定,另外有3个参数和材料属性相关,视为噪音,不能作优化。剩下3个可以调整的参数是开槽的轴向位置,长度和工装宽度。优化采用ANSYS中的子问题逼近法,这是一种在工程问题中广泛应用的方法, 值得注意的是用频率作为目标变量,在操作上需要使用一点技巧。因为设计参数较多,变化范围宽,工装的振动模态在感兴趣的频率范围内有很多个。如果直接使用模态分析的结果,从中找出一阶轴向模态比较困难,因为参数变化时可能发生模态顺序交错的现象,即原先模态对应的固有频率序数会发生变化。因此本文采用先进行模态分析,然后用模态叠加法得出频响曲线,通过找频响曲线的峰值可以确保对应的是需要的模态频率。这在自动优化过程中非常重要,免除了人工判断模态的步骤。优化完成后可以使工装的设计工作频率十分接近目标频率,误差小于优化时指定的公差值。至此,工装设计基本确定,接下来是为生产设计制造公差。
公差设计
一般的结构设计在确定全部设计参数后即告完成,但是对于工程问题,尤其是考虑到批量制造的成本时,公差设计必不可少。低精度的成本也降低,但是能否满足设计指标需要利用统计特性进行定量计算。ANSYS中的PDS概率设计系统能够较好地完成设计参数公差和目标参数公差关系的分析,并能产生完整的相关报告文件。
PDS参数设置和进行计算
按照DFSS的思路,应该对重要设计参数进行公差扩展分析,其他一般公差按照经验确定即可。本文的情况较为特殊,因为按照机械加工的能力,几何设计参数的制造公差非常小,对最终工装频率几乎没有影响;而原材料的参数却因供应商而有较大的差异,同时原材料的价格占工装加工费用的80%以上。所以需要对材料属性设定一个合理的公差范围。这里相关的材料属性是密度,弹性模量和声波传播速度。公差分析采用ANSYS中的随机Monte Carlo 仿真,抽样选择Latin Hypercube方法,因为它能够使抽样点的分布比较均匀合理,通过较少的点数获得较好的相关,本文设为30个点。假设3个材料参数的公差都按Gauss分布,初步给定一个上下限,然后在ANSYS中进行计算。
PDS结果分析
通过PDS的计算,给出了30个抽样点对应的目标变量值,如图五所示。目标变量的分布是未知 的,再次使用Minitab软件进行参数拟合,确认频率基本还是按照正态分布的,这样可以保证公差分析在统计理论上的正确性。
Monte
Carlo仿真频率分布柱状图
PDS计算给出了一条从设计变量到目标变量公差扩张的拟合公式:其中,y是目标变量,x是设计变量,c是相关系数,i是变量序号。据此,可以将目标公差分配到各个设计变量中,完成公差设计的任务。
实验验证
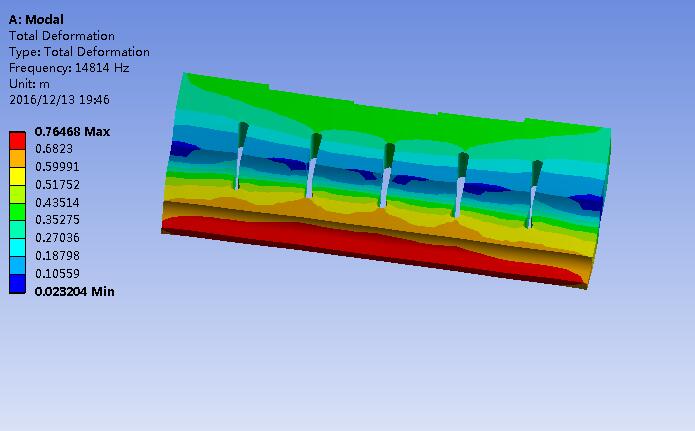
前面进行的是整个焊接工装的设计过程,完成后按照设计允许的材料公差采购原材料,然后交付制造。制造完成后进行频率、模态测试,采用的测试方法是最简单有效捶击测试法。因为最关心的指标一阶轴向模态频率,所以将加速度传感器贴在工作面上,沿轴向敲击另一端,通过谱分析可以得到工装的实际频率。设计的仿真结果是14925 Hz,测试结果是14954 Hz,频率分辨率是16 Hz,最大误差不超过1%。由此可见有限元仿真在进行模态计算时的准确性非常高。工装在通过实验测试后投入生产装配到超声波焊接机上使用后反应情况良好,使用半年多时间 以来工作稳定,焊接合格率高,已经超过了一般设备商承诺的3个月使用寿命。由此说明设计是成功的,而且制造过程没有反复修改、调整,节省了时间和人力物力。
结论
本文通过从超声波塑料焊接原理入手,深入掌握焊接的技术重点,提出新型工装的设计概念。然后利用有限元强大的仿真功能对设计进行具体分析,并且引入DFSS的6-Sigma设计思想,通过ANSYS的DOE实验设计和PDS公差分析控制重要设计参数,实现健壮性设计。最后工装一次制造成功,通过实验频率测试和实际生产的验证,证明了该设计是合理的。同时也证明了这一套设计方法是可行有效的。
NEW STYLE咨询电话
13566125816
NEW STYLE在线留言
ADDRESS公司地址
温州滨海园区港盛路14号四楼




